what equipment is needed in order to operate the shielded metal arc welder

Shielded Metal Arc Welding
Shielded metal arc welding (SMAW), besides known as manual metal arc welding (MMA or MMAW), flux shielded arc welding [1] or informally as stick welding, is a transmission arc welding process that uses a consumable electrode covered with a flux to lay the weld.
An electric current, in the course of either alternating current or directly current from a welding power supply, is used to grade an electrical arc betwixt the electrode and the metals to be joined. The workpiece and the electrode melts forming a pool of molten metal (weld pool) that cools to form a joint. Every bit the weld is laid, the flux coating of the electrode disintegrates, giving off vapors that serve equally a shielding gas and providing a layer of slag, both of which protect the weld expanse from atmospheric contamination.
Considering of the versatility of the procedure and the simplicity of its equipment and functioning, shielded metal arc welding is ane of the world's first and most popular welding processes. It dominates other welding processes in the maintenance and repair industry, and though flux-cored arc welding is growing in popularity, SMAW continues to be used extensively in the structure of heavy steel structures and in industrial fabrication. The process is used primarily to weld atomic number 26 and steels (including stainless steel) just aluminium, nickel and copper alloys can besides exist welded with this method.[2]
Development [edit]
After the discovery of the curt pulsed electrical arc in 1800 by Humphry Davy[iii] [4] and of the continuous electric arc in 1802 past Vasily Petrov,[4] [5] in that location was picayune development in electrical welding until Auguste de Méritens developed a carbon arc torch that was patented in 1881.[one]
In 1885, Nikolay Benardos and Stanisław Olszewski adult carbon arc welding,[vi] obtaining American patents from 1887 showing a rudimentary electrode holder. In 1888, the consumable metal electrode was invented by Nikolay Slavyanov. Later in 1890, C. L. Coffin received U.S. Patent 428,459 for his arc welding method that utilized a metallic electrode. The process, like SMAW, deposited melted electrode metal into the weld every bit filler.[7]
Around 1900, Arthur Percy Strohmenger and Oscar Kjellberg released the start coated electrodes. Strohmenger used clay and lime coating to stabilize the arc, while Kjellberg dipped fe wire into mixtures of carbonates and silicates to coat the electrode.[8] In 1912, Strohmenger released a heavily coated electrode, but high price and complex production methods prevented these early electrodes from gaining popularity. In 1927, the development of an extrusion process reduced the cost of blanket electrodes while allowing manufacturers to produce more than complex coating mixtures designed for specific applications. In the 1950s, manufacturers introduced fe pulverisation into the flux coating, making it possible to increase the welding speed.[9]
In 1945 Karl Kristian Masden described an automated variation of SMAW, now known as gravity welding.[ten] Information technology briefly gained popularity in the 1960s later receiving publicity for its use in Japanese shipyards though today its applications are limited. Another niggling used variation of the process, known equally firecracker welding, was developed effectually the same time past George Hafergut in Austria.[11] In 1964 laser welding was developed in Bell Laboratory with the intention of using this technology as a communication tool. Due to the large force of energy coupled with the pocket-size area of focus, this laser became a powerful rut source for cutting and tooling.[12]
Performance [edit]
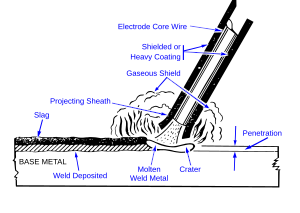
To strike the electrical arc, the electrode is brought into contact with the workpiece by a very low-cal touch of the electrode to the base of operations metal. The electrode is so pulled back slightly. This initiates the arc and thus the melting of the workpiece and the consumable electrode, and causes droplets of the electrode to be passed from the electrode to the weld pool. Striking an arc, which varies widely based upon electrode and workpiece limerick, can be the hardest skill for beginners. The orientation of the electrode to workpiece is where well-nigh stumble; if the electrode is held at a perpendicular angle to the workpiece, the tip volition likely stick to the metal, which will fuse the electrode to the workpiece, causing it to estrus upwards very rapidly. The tip of the electrode needs to be at a lower angle to the workpiece, which allows the weld pool to menstruation out of the arc. Equally the electrode melts, the flux covering disintegrates, giving off shielding gases that protect the weld area from oxygen and other atmospheric gases. In improver, the flux provides molten slag which covers the filler every bit it travels from electrode to the weld puddle. Once role of the weld pool, the slag floats to the surface and protects the weld from contamination as it solidifies. In one case hardened, information technology must be chipped abroad to reveal the finished weld. As welding progresses and the electrode melts, the welder must periodically end welding to remove the remaining electrode stub and insert a new electrode into the electrode holder. This activity, combined with chipping away the slag, reduces the amount of time that the welder can spend laying the weld, making SMAW one of the least efficient welding processes. In general, the operator factor, or the percentage of operator's time spent laying weld, is approximately 25%.[13]
The actual welding technique utilized depends on the electrode, the composition of the workpiece, and the position of the joint beingness welded. The option of electrode and welding position also determine the welding speed. Apartment welds crave the least operator skill, and can be washed with electrodes that melt chop-chop simply solidify slowly. This permits college welding speeds.[ citation needed ]
Sloped, vertical or upside-down welding requires more operator skill, and often necessitates the use of an electrode that solidifies quickly to forestall the molten metal from flowing out of the weld pool. However, this generally means that the electrode melts less quickly, thus increasing the fourth dimension required to lay the weld.[14]
Quality [edit]
The well-nigh common quality problems associated with SMAW include weld spatter, porosity, poor fusion, shallow penetration, and cracking.[ citation needed ]
Weld spatter, while not affecting the integrity of the weld, amercement its appearance and increases cleaning costs. Secondary finishing services are often required due to the aesthetic appearance caused by the occurrence of molten splatter.[15] It tin can exist caused past excessively high electric current, a long arc, or arc accident, a status associated with straight current characterized past the electric arc beingness deflected away from the weld pool by magnetic forces. Arc accident can too cause porosity in the weld, every bit can joint contamination, loftier welding speed, and a long welding arc, especially when low-hydrogen electrodes are used.[ citation needed ]
Porosity, oft not visible without the apply of advanced nondestructive testing methods, is a serious business organisation because it can potentially weaken the weld. Porosity is caused when the gaseous shield did not sufficiently shield the molten weld metal while the bead is laid or while it is cooling. What happens is that the weld dewdrop is overexposed to and absorbs nitrogen, oxygen, and hydrogen from the atmosphere. When a porous weld cools, the newly absorbed gaseous molecules are released and the welder is left with a porous weld dewdrop. Some other defect affecting the strength of the weld is poor fusion, though it is often easily visible. It is caused by low current, contaminated joint surfaces, or the use of an improper electrode.[ citation needed ]
Shallow penetration, some other detriment to weld force, tin can be addressed by decreasing welding speed, increasing the current or using a smaller electrode. Any of these weld-strength-related defects can make the weld prone to not bad, but other factors are involved every bit well. High carbon, alloy or sulfur content in the base material can pb to neat, especially if low-hydrogen electrodes and preheating are not employed. Furthermore, the workpieces should not be excessively restrained, as this introduces residuum stresses into the weld and tin cause cracking every bit the weld cools and contracts.[xvi]
Prophylactic [edit]

Personal Protection Equipment
SMAW welding, like other welding methods, tin can be a dangerous and unhealthy practice if proper precautions are not taken. The process uses an open electric arc, which presents a run a risk of burns which are prevented by personal protective equipment in the form of heavy leather gloves and long sleeve jackets. Additionally, the brightness of the weld expanse tin pb to a status called arc eye or wink fire, in which ultraviolet light causes inflammation of the cornea and tin can burn the retinas of the eyes. Welding helmets with nighttime face plates are worn to preclude this exposure, and in recent years, new helmet models have been produced that feature a face plate that cocky-darkens upon exposure to high amounts of UV light. To protect bystanders, specially in industrial environments, translucent welding curtains ofttimes environs the welding area. These curtains, made of a polyvinyl chloride plastic film, shield nearby workers from exposure to the UV lite from the electric arc, but should non be used to supersede the filter glass used in helmets.[17]
In improver, the vaporizing metal and flux materials expose welders to dangerous gases and particulate thing. The smoke produced contains particles of various types of oxides. The size of the particles in question tends to influence the toxicity of the fumes, with smaller particles presenting a greater danger. Additionally, gases like carbon dioxide and ozone tin can form, which can prove dangerous if ventilation is inadequate. Some of the latest welding masks are fitted with an electric powered fan to assist disperse harmful fumes.[eighteen]
Application and materials [edit]
Shielded metallic arc welding is one of the earth'due south most popular welding processes, accounting for over half of all welding in some countries. Considering of its versatility and simplicity, it is particularly dominant in the maintenance and repair industry, and is heavily used in the construction of steel structures and in industrial fabrication. In recent years its utilise has declined as flux-cored arc welding has expanded in the construction manufacture and gas metallic arc welding has go more than popular in industrial environments. However, because of the low equipment cost and wide applicability, the procedure will likely remain popular, especially amongst amateurs and small-scale businesses where specialized welding processes are uneconomical and unnecessary.[nineteen]
SMAW is often used to weld carbon steel, depression and high alloy steel, stainless steel, cast iron, and ductile iron. While less popular for non-ferrous materials, it tin be used on nickel and copper and their alloys and, in rare cases, on aluminium. The thickness of the material being welded is bounded on the low end primarily by the skill of the welder, but rarely does information technology drop below 1.5 mm (0.06 in). No upper bound exists: with proper joint grooming and use of multiple passes, materials of most unlimited thicknesses tin can be joined. Furthermore, depending on the electrode used and the skill of the welder, SMAW can be used in whatever position.[twenty]
Equipment [edit]

Shielded metal arc welding equipment typically consists of a constant current welding power supply and an electrode, with an electrode holder, a ground clamp, and welding cables (besides known equally welding leads) connecting the two. [21]
Power supply [edit]
The power supply used in SMAW has constant current output, ensuring that the electric current (and thus the heat) remains relatively constant, even if the arc altitude and voltage modify. This is important because almost applications of SMAW are manual, requiring that an operator agree the torch. Maintaining a suitably steady arc distance is difficult if a constant voltage power source is used instead, since it tin cause dramatic estrus variations and make welding more difficult. However, because the electric current is not maintained absolutely abiding, skilled welders performing complicated welds tin vary the arc length to cause minor fluctuations in the current.[22]

A high output welding power supply for SMAW, GTAW, MIG, Flux-Cored, & Gouging
The preferred polarity of the SMAW arrangement depends primarily upon the electrode being used and the desired properties of the weld. Direct current with a negatively charged electrode (DCEN) causes heat to build up on the electrode, increasing the electrode melting rate and decreasing the depth of the weld. Reversing the polarity and so that the electrode is positively charged (DCEP) and the workpiece is negatively charged increases the weld penetration. With alternating current the polarity changes over 100 times per 2d, creating an even heat distribution and providing a balance betwixt electrode melting rate and penetration.[23]
Typically, the equipment used for SMAW consists of a step-down transformer and for direct current models a rectifier, which converts alternate current into direct current. Because the ability normally supplied to the welding machine is high-voltage alternate current, the welding transformer is used to reduce the voltage and increase the current. As a issue, instead of 220 V at 50 A, for case, the ability supplied by the transformer is around 17–45 V at currents up to 600 A. A number of unlike types of transformers can be used to produce this event, including multiple coil and inverter machines, with each using a different method to manipulate the welding current. The multiple scroll type adjusts the electric current by either varying the number of turns in the gyre (in tap-blazon transformers) or by varying the altitude betwixt the primary and secondary coils (in movable roll or movable core transformers). Inverters, which are smaller and thus more portable, utilize electronic components to change the electric current characteristics.[24]
Electric generators and alternators are oftentimes used as portable welding ability supplies, but because of lower efficiency and greater costs, they are less frequently used in industry. Maintenance also tends to be more difficult, because of the complexities of using a combustion engine as a ability source. However, in ane sense they are simpler: the employ of a divide rectifier is unnecessary because they can provide either Air conditioning or DC.[25] Withal, the engine driven units are most practical in field piece of work where the welding oft must exist done out of doors and in locations where transformer blazon welders are non usable because at that place is no power source bachelor to be transformed.[ citation needed ]
In some units the alternator is substantially the same every bit that used in portable generating sets used to supply mains power, modified to produce a higher electric current at a lower voltage but notwithstanding at the 50 or threescore Hz filigree frequency. In college-quality units an alternator with more poles is used and supplies current at a college frequency, such as 400 Hz. The smaller amount of fourth dimension the high-frequency waveform spends near nothing makes information technology much easier to strike and maintain a stable arc than with the cheaper grid-frequency sets or grid-frequency mains-powered units.[ citation needed ]
Electrode [edit]

Various accessories for SMAW
The selection of electrode for SMAW depends on a number of factors, including the weld material, welding position and the desired weld backdrop. The electrode is coated in a metal mixture chosen flux, which gives off gases as it decomposes to prevent weld contamination, introduces deoxidizers to purify the weld, causes weld-protecting slag to form, improves the arc stability, and provides alloying elements to meliorate the weld quality.[26] Electrodes can be divided into three groups—those designed to cook apace are called "fast-fill up" electrodes, those designed to solidify quickly are called "fast-freeze" electrodes, and intermediate electrodes go by the proper name "fill-freeze" or "fast-follow" electrodes. Fast-fill electrodes are designed to cook quickly so that the welding speed can be maximized, while fast-freeze electrodes supply filler metal that solidifies quickly, making welding in a variety of positions possible by preventing the weld pool from shifting significantly before solidifying.[27]
The composition of the electrode core is mostly similar and sometimes identical to that of the base of operations material. But even though a number of feasible options be, a slight difference in alloy composition tin strongly impact the properties of the resulting weld. This is especially true of blend steels such as HSLA steels. Likewise, electrodes of compositions similar to those of the base materials are often used for welding nonferrous materials like aluminium and copper.[28] However, sometimes information technology is desirable to use electrodes with core materials significantly different from the base material. For example, stainless steel electrodes are sometimes used to weld ii pieces of carbon steel, and are often utilized to weld stainless steel workpieces with carbon steel workpieces.[29]
Electrode coatings can consist of a number of dissimilar compounds, including rutile, calcium fluoride, cellulose, and iron powder. Rutile electrodes, coated with 25%–45% TiO2, are characterized by ease of use and good appearance of the resulting weld. Notwithstanding, they create welds with high hydrogen content, encouraging embrittlement and cracking. Electrodes containing calcium fluoride (CaF2), sometimes known equally basic or low-hydrogen electrodes, are hygroscopic and must exist stored in dry out weather. They produce strong welds, but with a coarse and convex-shaped joint surface. Electrodes coated with cellulose, especially when combined with rutile, provide deep weld penetration, just because of their loftier moisture content, special procedures must be used to prevent excessive risk of keen. Finally, atomic number 26 pulverization is a common coating additive that increases the charge per unit at which the electrode fills the weld joint, up to twice as fast.[30]
To identify different electrodes, the American Welding Club established a organization that assigns electrodes with a 4- or five-digit number. Covered electrodes made of mild or low alloy steel carry the prefix Eastward, followed by their number. The offset 2 or three digits of the number specify the tensile strength of the weld metal, in k pounds per square inch (ksi). The penultimate digit mostly identifies the welding positions permissible with the electrode, typically using the values 1 (ordinarily fast-freeze electrodes, implying all position welding) and 2 (normally fast-fill electrodes, implying horizontal welding simply). The welding current and type of electrode roofing are specified by the final 2 digits together. When applicable, a suffix is used to denote the alloying chemical element beingness contributed past the electrode.[31]
Mutual electrodes include the E6010, a fast-freeze, all-position electrode with a minimum tensile forcefulness of lx ksi (410 MPa) which is operated using DCEP, and provides deep weld penetration with a forceful arc capable of burning through light rust or oxides on the workpiece. E6011 is similar except its flux coating allows it to be used with alternating current in addition to DCEP. E7024 is a fast-make full electrode, used primarily to make flat or horizontal fillet welds using AC, DCEN, or DCEP. Examples of fill up-freeze electrodes are the E6012, E6013, and E7014, all of which provide a compromise between fast welding speeds and all-position welding.[32]
Procedure variations [edit]
Though SMAW is almost exclusively a transmission arc welding process, one notable process variation exists, known as gravity welding or gravity arc welding. It serves equally an automated version of the traditional shielded metal arc welding process, employing an electrode holder attached to an inclined bar along the length of the weld. Once started, the process continues until the electrode is spent, allowing the operator to manage multiple gravity welding systems. The electrodes employed (ofttimes E6027 or E7024) are coated heavily in flux, and are typically 71 cm (28 in) in length and about 6.35 mm (0.25 in) thick. As in manual SMAW, a constant current welding power supply is used, with either negative polarity direct current or alternating current. Due to a ascent in the use of semiautomatic welding processes such as flux-cored arc welding, the popularity of gravity welding has fallen as its economic reward over such methods is often minimal. Other SMAW-related methods that are even less frequently used include firecracker welding, an automatic method for making butt and fillet welds, and massive electrode welding, a process for welding large components or structures that can deposit up to 27 kg (sixty lb) of weld metal per hour.[eleven]
Notes [edit]
- ^ a b Houldcroft, P. T. (1973) [1967]. "Chapter 3: Flux-Shielded Arc Welding". Welding Processes. Cambridge Academy Press. p. 23. ISBN978-0-521-05341-9.
- ^ Cary & Helzer 2005, pp. 102–103
- ^ Hertha Ayrton. The Electrical Arc, pp. 20 and 94. D. Van Nostrand Co., New York, 1902.
- ^ a b Anders, A. (2003). "Tracking down the origin of arc plasma scientific discipline-Ii. early on continuous discharges". IEEE Transactions on Plasma Science. 31 (5): 1060–9. Bibcode:2003ITPS...31.1060A. doi:10.1109/TPS.2003.815477.
- ^ Great Soviet Encyclopedia, Commodity "Дуговой разряд" (eng. electric arc)
- ^ US 363320, Benardos, Nikołaj & Olszewski, Stanisław, "Process of and apparatus for working metals by the direct awarding of the electric current", issued 17 May 1887
- ^ Cary & Helzer 2005, p. 5
- ^ Cary & Helzer 2005, p. vi
- ^ Lincoln Electric 1994, pp. 1.1-4–1.1–half-dozen, 1.1–8
- ^ Karl Kristian Masden: Semiautomatic arc welding apparatus and method. Usa Patent No. US2470178A of 16 March 1945 (Denemark) and 17 May 1949 (USA).
- ^ a b Cary & Helzer 2005, pp. 115–116
- ^ Philbin, Tom. The 100 Greatest Inventions of All Time: A Ranking Past and Present. Kensington Publishing Corp. p. 17.
- ^ Cary & Helzer 2005, pp. 102, 115
- ^ Lincoln Electric 1994, pp. 6.2-1
- ^ "Agreement Dissimilar Types of Welding – M.Eastward. MATHIS Visitor". 1000.E. MATHIS Company. 2017-12-13. Retrieved 2018-01-08 .
- ^ Lincoln Electric 1994, pp. half-dozen.2-eighteen–6.2–20, three.2–i
- ^ Cary & Helzer 2005, pp. 42, 49–51
- ^ Cary & Helzer 2005, pp. 52–62
- ^ Lincoln Electrical 1994, pp. v.1-1–5.ane–2
- ^ Cary & Helzer 2005, p. 103
- ^ Equipment for Manual Metal Arc Welding https://www.twi-global.com/technical-knowledge/job-noesis/equipment-for-transmission-metal-arc-mma-or-sma-welding-014
- ^ Jeffus 1999, p. 47.
- ^ Jeffus 1999, pp. 46–47.
- ^ Jeffus 1999, pp. 49–53.
- ^ Jeffus 1999, pp. 49, 52–53.
- ^ Cary & Helzer 2005, p. 104
- ^ Lincoln Electric 1994, p. 6.2-1
- ^ Lincoln Electric 1994, pp. half-dozen.ii-13, nine.2-ane, ten.1-3
- ^ Lincoln Electric 1994, pp. 7.two-5, 7.2-8
- ^ Weman 2003, pp. 65–66
- ^ Cary & Helzer 2005, p. 105
- ^ Lincoln Electric 1994, pp. 6.ii-seven–6.2–x
References [edit]
- Cary, Howard B.; Helzer, Scott C. (2005), Mod Welding Technology, Upper Saddle River, New Jersey: Pearson Didactics, ISBN978-0-13-113029-6
- Jeffus, Larry (1999), Welding: Principles and Applications (quaternary ed.), Albany, New York: Thomson Delmar, ISBN978-0-8273-8240-4
- Lincoln Electric (1994), The Procedure Handbook of Arc Welding, Cleveland, Ohio: Lincoln Electric, ISBN978-99949-25-82-7
- Miller Electric Mfg Co (2013). Guidelines For Shielded Metallic Arc Welding (SMAW) (PDF). Appleton, Wisconsin: Miller Electrical Mfg Co. Archived from the original (PDF) on 2015-12-08.
- Weman, Klas (2003), Welding processes handbook, New York: CRC Printing, ISBN978-0-8493-1773-six
External links [edit]
- Guidelines for Shielded Metal Arc Welding (.pdf)
Source: https://en.wikipedia.org/wiki/Shielded_metal_arc_welding
0 Response to "what equipment is needed in order to operate the shielded metal arc welder"
Enregistrer un commentaire